一、 咬边
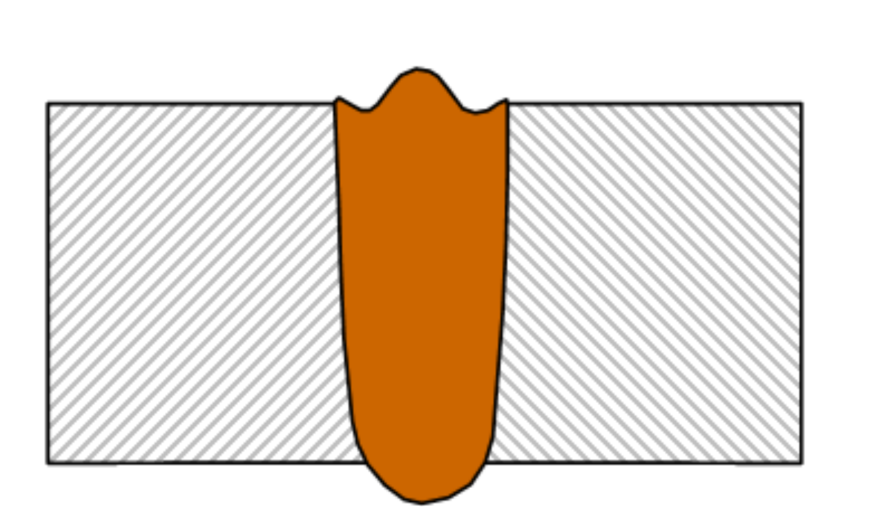
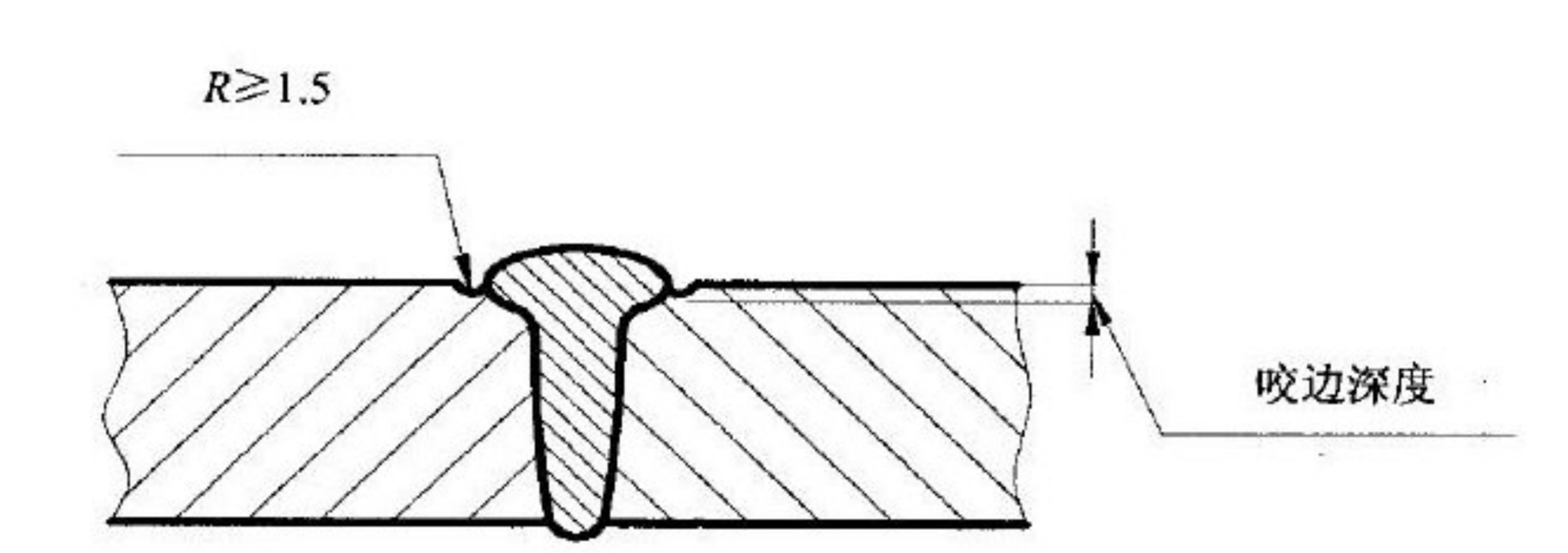
咬边是在强规范下焊接或在电子束轴线与焊缝轴线间的夹角不合适的情况下引起的。为了避免产生咬边缺陷,应正确的选用合理的焊接规范参数,焊接角焊缝时应注意选择合适的电子束偏角。
二、 弧坑
在电子束焊过程中,电子束突然中断、起弧时束流上升过快、落弧时束流衰减过快都会造成弧坑。电子束的突然中断大多数是由于突然断电或电子枪的静电透镜部分被污染而引起气体放电现象。
三、 焊偏
① 焊前仔细装配和调整工件位置,使电子束斑点在焊缝全长范围内与焊缝的偏离不大于0.05mm
② 在找电子束落点与焊缝是否对准时 ,应采用机械移动的方法,不易采用电子束偏转的方法。
③ 工件或夹具是铁磁性材料,焊前做退磁处理。
④ 可采用偏转的电子束,以获得平行焊缝,避免产生焊根局部未焊透。
⑤ 异种金属焊接时,由于焊缝金属处会产生热电势,使工件内部形成电流,该电流在熔池附近会造成杂散磁场引起电子束偏移,焊接时需加反磁场予以纠正。
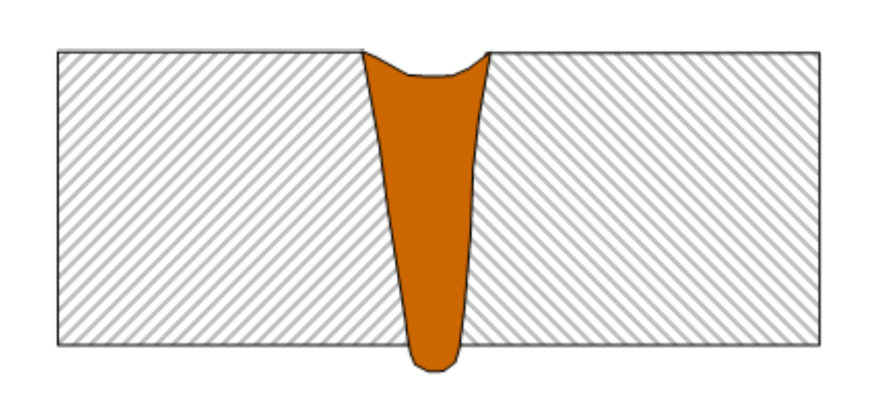
四、 未焊透
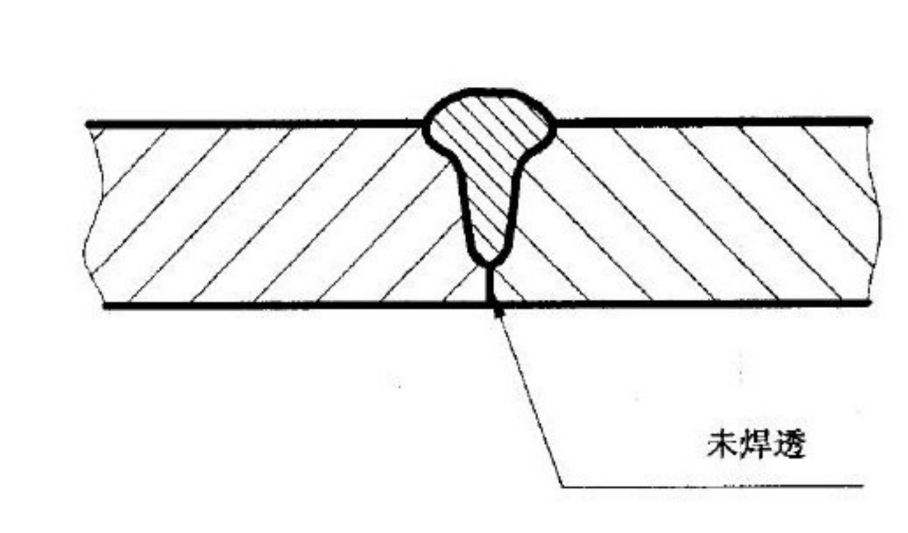
原因 :
① 电子束的线能量不够。
② 焊接参数配合不当,焊接速度过高。
③ 电子束落点在焊缝全长内与焊缝有偏离。
④ 焊角焊缝时,电子束与焊缝偏角过大。
⑤ 工件或夹具具有局部磁性,焊接过程中电子束偏离焊缝。
⑥ 焊边未能很好清理,有锈、氧化皮、油污和水分。
措施 :
① 选择合适的焊接参数
② 焊前调整好电子束落点与焊缝接线的位置。
③ 工件和夹具由铁磁性材料制造的,事先退磁。
④ 焊件焊前严格清理。
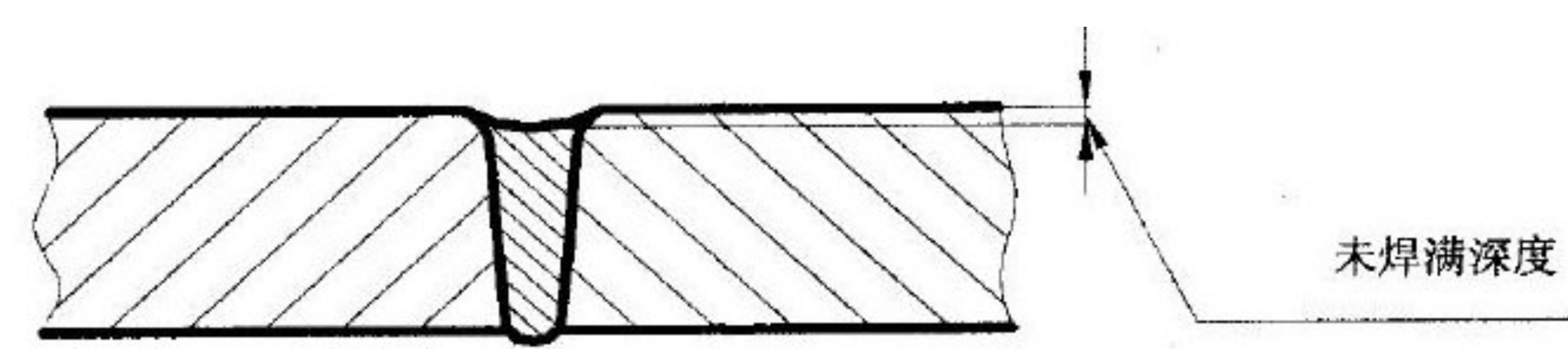
五、 焊缝成型不连续
原因:
① 薄板焊前装配间隙不均匀。
② 工件厚度相差较大。
③ 工装装配后,薄板局部未完全贴合。
④ 电焊位置不正确,焊接过程中产生变形,造成焊接接口局部涨开。
措施:
① 薄板焊接应该严格控制装配间隙,并使焊缝全长范围内间隙一致。
② 对厚薄相差较大的工件,电子束落点应适度向厚件方法偏移。
③ 焊接参数要选择恰当,并适当增大电子束斑点的直径。
④ 定位点焊要牢,间距适当缩小,避免产生变形。
六、 熔深不均
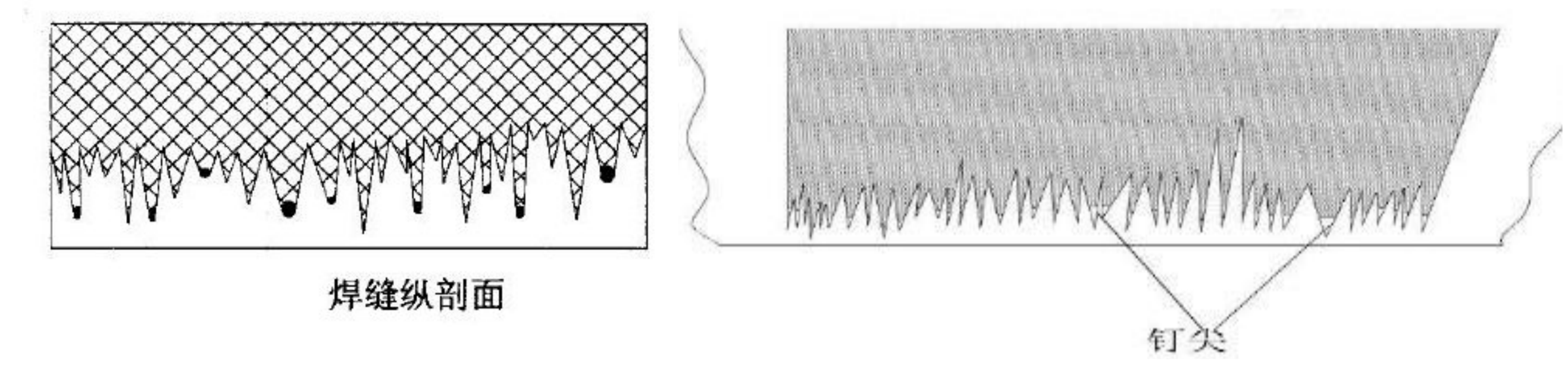
出现在未穿透焊缝中,呈密集且不规则的钉尖状,钉尖部位有时伴有孔洞出现。它与电子束焊接时熔池的形成和金属的流动有密切的关系。
① 增加小孔直径可防止出现这种缺陷。
② 将电子束作圆形扫描,获得凹形能量分布,有利于消除熔深不均。
③ 改变电子束焦点在工件内的位置也会影响到熔深的大小和均匀程度。
④ 适当地散焦可以加宽焊缝, 有利于消除和减小熔深不均的缺陷。
七、 长空洞(冷隔)
在焊接厚大件时,往往在焊缝根部或稍高处会出现较大的空洞,把上下的熔化金属分隔开。长空洞也可以说是厚板焊接中气孔的一种特殊表现形式。
长空洞及焊缝中部裂纹都是深熔透电子束焊接时所特有的缺陷,降低焊接速度,改进材质有利于消除此类类缺陷。
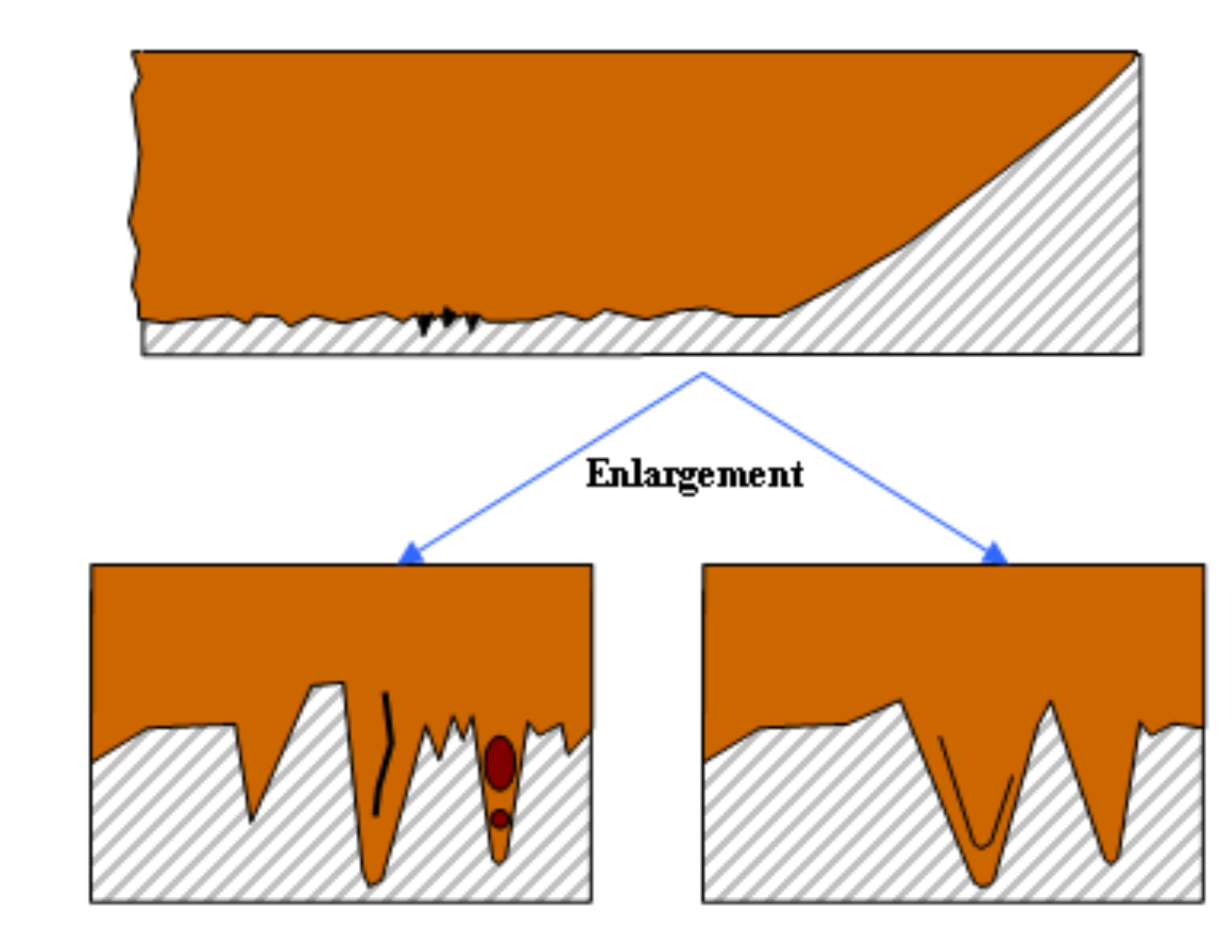
八、 气孔
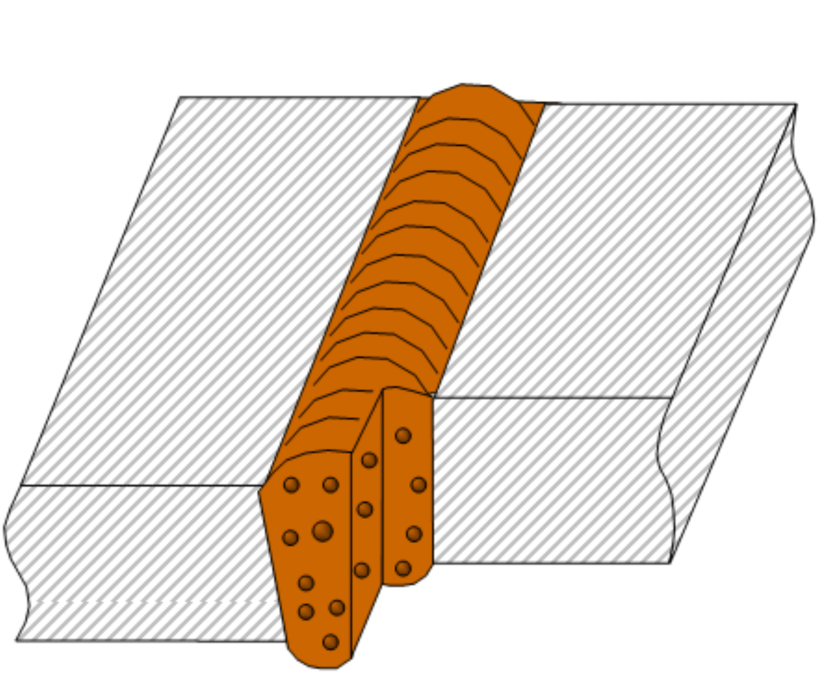
在电子束焊接中,气孔在焊缝截面上的分布,可以在焊缝的根部( 钉尖缺陷部位较多见),也可以沿焊缝与基体金属的熔合线处,有时还可以贯穿整个焊缝厚度。
产生气孔的主要因素:
①被焊金属本身所含气体成分较多,或所含低熔点的金属成分较高。如含氮量较高的合金或不锈钢,在焊接高温下,氮的析出易造成气孔。焊接含镁含量较高的铝合金时,因镁的蒸发也易造成气孔。
② 与被焊金属材料治金条件有关。如焊接粉末治金的难熔金属时,在熔合线附近特别容易出现气孔。
③ 被焊金属表面清洗不干净,有铁锈或有机物等油污存在焊接速度过高,使熔化金属过快冷却,阻碍了气体的逸出。
防止和减少气孔的措施
① 焊前焊件严格清理。
② 对表面易于吸附水分的被焊材料,应在焊前做烘干处理。
③ 对容易产生气孔的被焊材料,应编制合理的焊接工艺,选择合适的焊接参数使焊缝的截面不致过窄过尖。
④ 选择偏转电子束焊,选择合适的偏转频率使电子束对焊缝起搅拌作用,利于气体逸出。
⑤ 采用多道焊或重熔的措施来消除气孔。
九、 裂纹
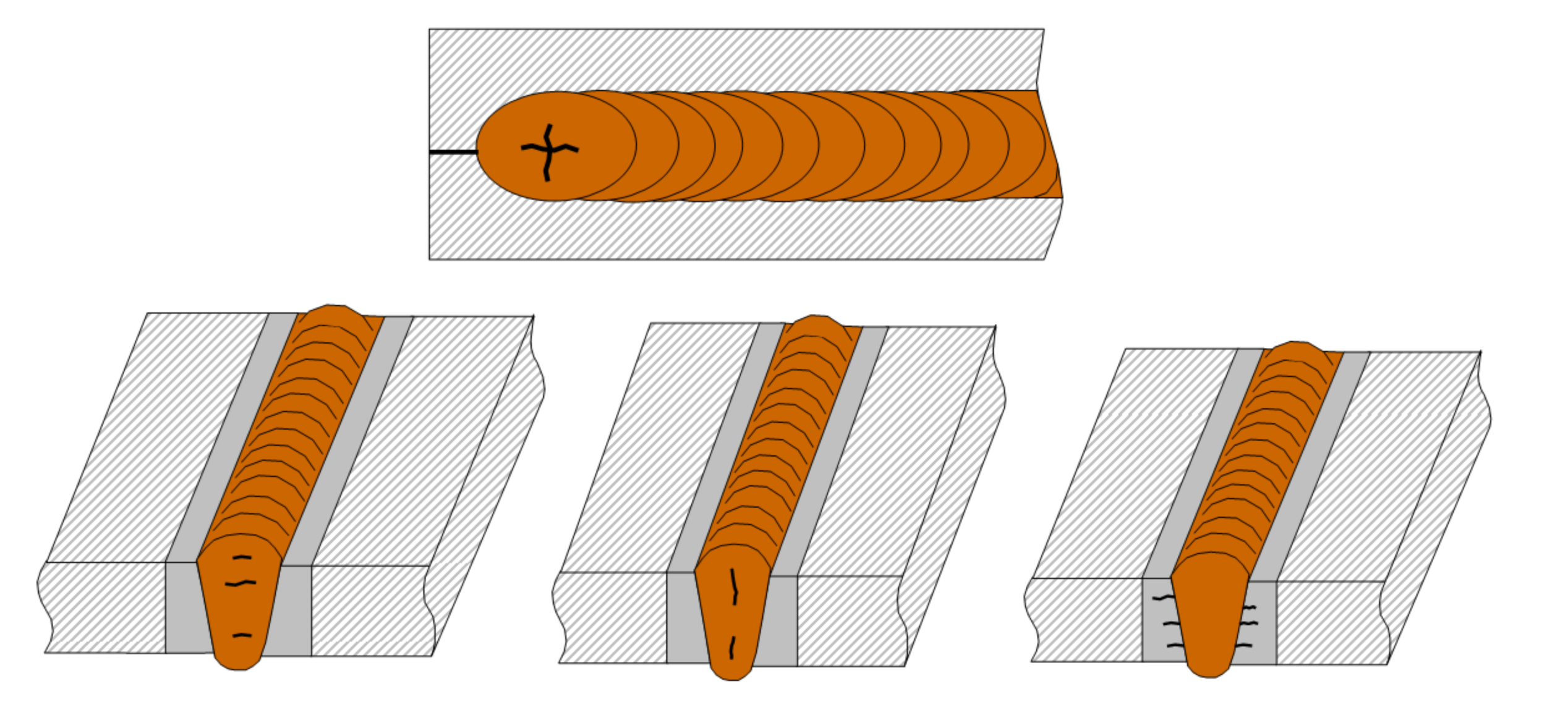
防止产生裂纹的方法:
① 尽量选用含杂质少、可焊性好的材料作焊接结构材料。
② 对碳含量较高,合金元素较多的材料,焊接工艺上应采取相应的措施,如预热、缓冷等。
③ 选用合适的焊接规范参数,采用合理的焊接顺序,尽可能减小焊接应力
① 焊接奥氏体钢可能产生结晶裂纹,改变电子束焊缝的截面形状的方法。
原因 缺陷类型 | 被焊材料特征 | 焊接参数 | 束焰对焊缝位置 | 焊接接头坡口及表面状态 |
高碳当量 | 热压扎材料 | 含气量高 | 电子束距高 | 焦点位置 | 偏向值 | 焊接速度 | 束心与接头中心不一致 | 接头和束心角度不一致 | 沿接头行走偏移 | 装配不良 | 坡口太大 | 偏心过大 | 表面有水垢 | 表面有油 | 表面有纤维 |
太高 | 太低 | 太高 | 太低 | 太宽 | 太窄 | 太快 | 太慢 |
目测缺陷 | 焊缝表面不平 |
|
| ▲ |
|
|
|
| ▲ |
|
|
|
|
|
|
|
|
| ▲ | ▲ | ▲ |
焊缝表面凹陷 |
|
|
| ▲ |
| ▲ | ▲ | ▲ |
|
| ▲ |
|
|
| ▲ | ▲ | ▲ |
|
|
|
焊缝表面顶堆 |
|
|
| ▲ |
|
| ▲ |
|
|
| ▲ |
|
|
| ▲ | ▲ |
|
|
|
|
内焊缝凹下 |
|
|
|
| ▲ | ▲ |
|
| ▲ | ▲ |
|
|
|
| ▲ |
|
|
|
|
|
焊缝底部塌边 |
|
|
| ▲ |
|
|
| ▲ |
|
| ▲ |
|
|
| ▲ |
|
|
|
|
|
焊缝接头不正 |
|
|
|
|
|
|
|
|
|
|
| ▲ | ▲ | ▲ |
|
|
|
|
|
|
纵裂纹 | ▲ | ▲ |
|
|
|
|
|
|
| ▲ |
|
|
|
|
|
|
|
|
|
|
横裂纹 | ▲ | ▲ |
|
|
|
|
|
|
| ▲ |
|
|
|
|
|
|
|
|
|
|
热影响区裂纹 | ▲ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
无损检测缺陷 | 焊缝内起泡 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
内裂纹 | ▲ | ▲ |
|
|
|
|
|
|
| ▲ |
|
|
|
|
|
|
|
|
|
|
横向枝状晶差 |
| ▲ |
|
|
|
|
|
|
| ▲ |
|
|
|
|
|
|
|
|
|
|
热影响区裂纹 | ▲ | ▲ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
未焊透 |
|
|
|
| ▲ |
|
|
| ▲ | ▲ |
| ▲ | ▲ | ▲ | ▲ |
|
|
|
|
|
巢状气孔 |
|
|
|
|
|
|
|
| ▲ |
|
|
|
|
|
|
|
| ▲ | ▲ | ▲ |
气孔 |
|
|
| ▲ |
|
|
|
| ▲ | ▲ |
|
|
|
|
|
|
| ▲ | ▲ | ▲ |
焊缝金属塌陷 |
|
|
| ▲ |
|
|
| ▲ |
|
| ▲ |
|
| ▲ | ▲ |
|
|
|
|
|
注:▲——表示此种原因导致的缺陷。