1)删除了气焊方法及相关内容。
2)更改了规范性引用文件,增加了试验标准、焊接材料标准、油气管道用钢管标准等,并依据新颁布的国家标准进行规定。
3)更改了术语和定义,增加了“自动焊、全壁厚返修、部分壁厚返修、根部内返修、二次返修、修补、道间温度、贯穿缺陷、空心焊道、 在役管道焊缝烧穿、回火焊道、堆焊修复”等术语。
4)焊接工艺评定修改了焊接工艺评定基本要素,增加了夏比冲击韧性试验、宏观金相试验和硬度试验的试验方法及验收要求等内容。
5)现场焊接修改了管口组对错边量要求、焊缝外观检查尺寸要求, 增加了不等壁厚对接焊口坡口形式、对口器使用要求等内容。
6)焊缝检验与人员资格修改了无损检测人员要求,增加了X射线数字成像检测、X射线计算机辅助成像检测、相控阵超声检测、全自动超声检测等方法,增加了X射线数字成像检测、X射线计算机辅助成像检测、相控阵超声检测、全自动超声检测等评定要求,修改了射线检测烧穿、气孔、磁粉检测圆形缺陷、渗透检测圆形缺陷、超声检测体积缺陷评判指标等内容。
7)明确了返修的相关要求,章缺陷的清除及返修增加了返修要求、返修焊的焊接工艺评定基本要素、返修焊规程、返修焊工上岗考试等内容。
8)有填充金属的机动焊修改了机动焊焊接工艺规程、机动焊焊接工艺评定基本要素、机动焊焊工上岗考试等内容。
规定了原油、 成品油、 天然气、 二氧化碳、 氮气等介质的长输管道、 集输管道的碳钢和低合金钢钢管及管件的对接接头、 角接接头和承插接头的电弧焊工艺。
适用的焊接方法为焊条电弧焊、 埋弧焊、 熔化极及非熔化极气体保护电弧焊、 药芯焊丝电弧焊、 等离子弧焊或其组合。焊接方式为手工焊、 半自 动焊、 机动焊、 自 动焊或其组合。焊接位置为固定焊、 旋转焊或其组合。
规定了焊接接头的射线检测、 X 射线数字成像检测、 X 射线计算机辅助成像检测、 磁粉检测、 渗透检测、 超声检测、 全自动超声检测、 相控阵超声检测和采用破坏性试验的验收要求。
发布与替代
标准号:GB/T 31032—2023
发布日期:2023-12-28
实施日期:2024-04-01
全部代替标准:GB/T 31032—2014
本文件于2014年首次发布,本次为第一次修订
刻槽锤断试验
刻槽锤断试样(见下图) 约230mm长,25mm宽,制样可通过机械切割或火焰切割的方法进行。用钢锯在试样两侧焊缝断面的中心(以根焊道为准) 锯槽,每个刻槽深度约为3mm。用此方法准备的某些机动焊及半自动焊(有时也包括焊条电弧焊) 的刻槽锤断试样,有可能断在母材上而不断在焊缝上。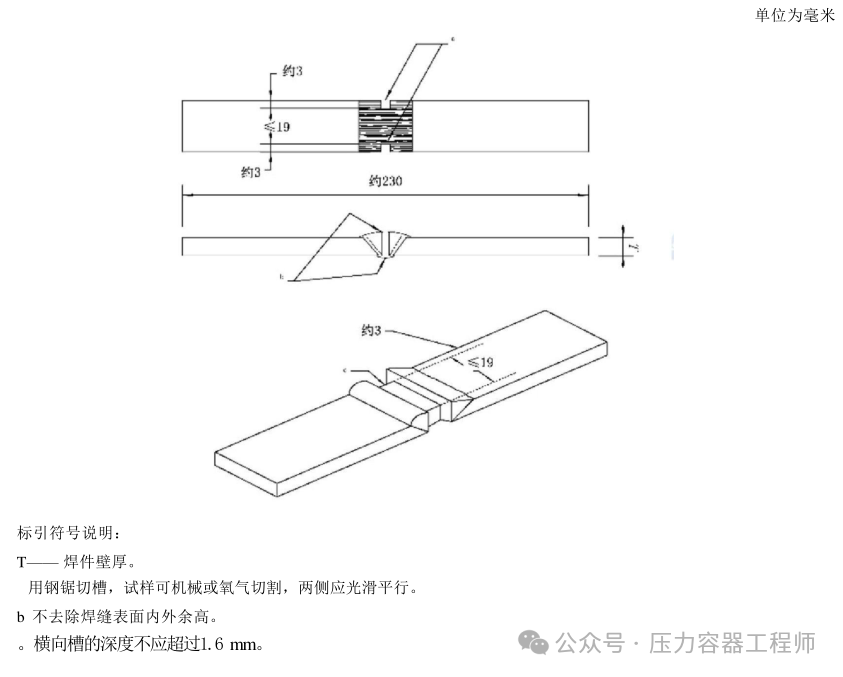
当前一次试验表明可能会在母材处断裂时,为保证断口 断在焊缝上,则可在焊缝外表面余高上刻槽,但深度从焊缝表面算起不超过1. 6mm。如有必要,采用半自 动焊或机动焊工艺的焊接工艺评定的刻槽锤断试样可在刻槽前进行宏观金相试验。
刻槽锤断试样可使用任意有效的方法使其断在焊缝上(如拉伸、 弯曲或敲击等) 。断口的暴露面宽度应至少达到19mm。
每个刻槽锤断试样的断裂面应完全焊透和熔合。任何气孔的最大尺寸不应大于1.6mm, 且所有气孔的累 计面积不应大于断裂面的2%。夹渣高度不应超过0.8mm, 长度不应大于钢管公称壁厚的1/2, 且小于3.0mm。相邻夹渣之间长度至少应有13mm,应按下的方法进行测量。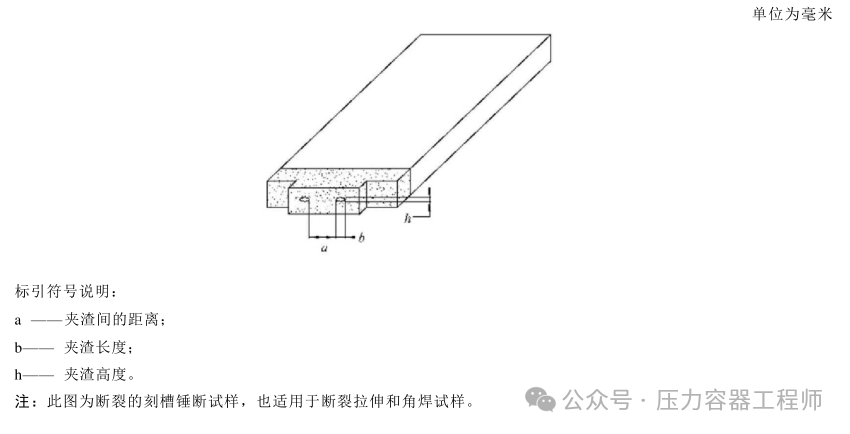
现场组焊要求
1 一般规定
1.1 管道工程的焊接应使用评定合格的焊接工艺规程, 焊工应取得相应上岗资格
1.2 管口表面在焊接前应均匀光滑,无起鳞、裂纹、锈皮、夹渣、油脂、油漆及其他影响焊接质量的有害物质
1.3 接头设计及对口间隙应符合所采用的焊接工艺规程的要求
2 管口组对
2.1 壁厚钢管对接焊时, 管口 错边量宜小于或等于1/8壁厚和3 mm 之间的较小值, 且连续50 mm
的焊缝长度范围内 局部错边量不应大于3 mm。
2.2 如果由于尺寸偏差造成一处较大的集中错边,应沿管口 圆周将其均匀分布。不宜直接用锤击法校正错口。
2.3 不等壁厚对接焊符合下列规定:
a) 壁厚差小于或等于2.5mm时可直接焊接
b) 壁厚差大于2.5mm、小于1/2薄壁管壁厚时,应采用内削薄坡口或孔锥型坡口处理,对于DN大于或等于600mm管道,宜优先采用孔锥型坡口处理
c) 内削薄坡口过渡角度宜小于或等于15° , 采用孔锥型坡口时, 厚壁管削薄长度应满足设计文件要求,过渡角度宜小于或等于30°
d) 壁厚差大于1/2 薄壁管壁厚时,应采用过渡管进行过渡
3 使用对口器应符合下列要求
a) 优先选用内对口器,不具备使用内对口器条件时选用外对口器
b) 使用内对口器时,在根焊全部完成后拆卸和移动对口器
c) 外对口器撤离时,完成的根焊道长度和间距均匀、对称分布于管口圆周,符合焊接工艺规程规定的长度比例要求且不低于钢管圆周长度的 50%
d) 移动对口器时,管子保持稳定和平衡
转自压力容器工程师